建筑圆柱模板冷压工艺
文章出处:未知 责任编辑: 阅读量:次 发表时间:2020-06-20
建筑,圆柱,模板,冷压,工艺,建筑,圆柱,模板,
建筑圆柱模板fr冷压工艺
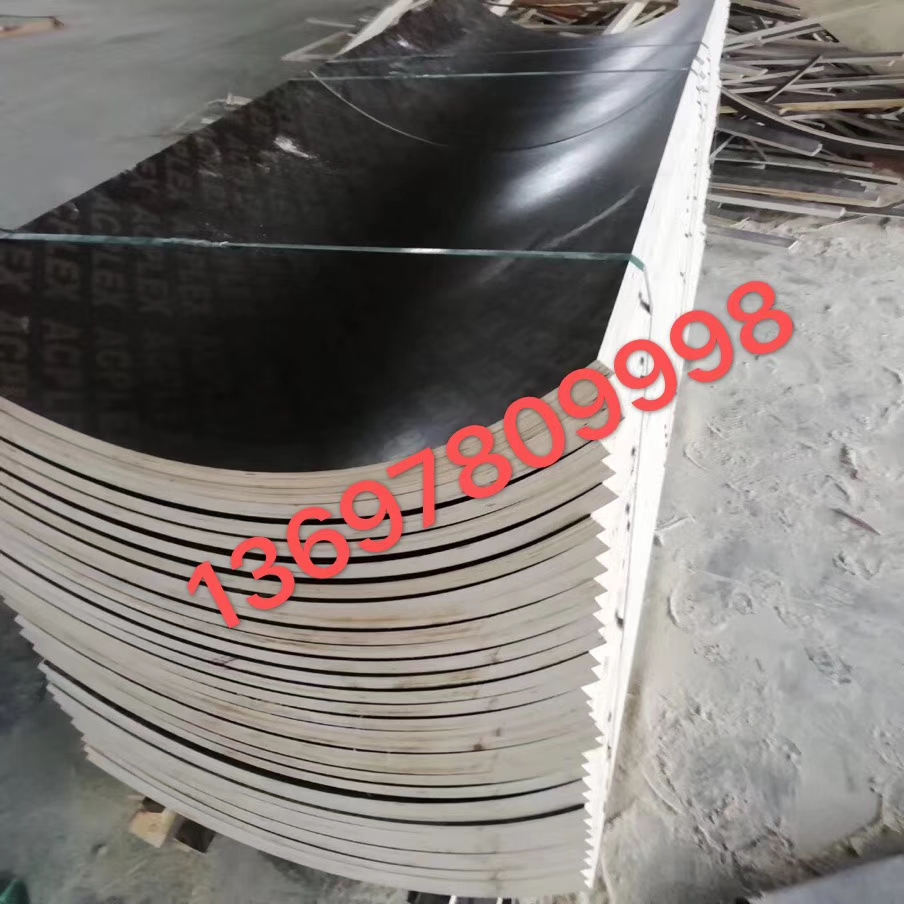
建筑圆柱模板胶压工艺,建筑圆柱模板的厚度主要有三种:14mm、18mm、22mm。其中14mm厚的模板芯层数为11层,其中在2、4、6、8、10层进行涂胶操作。胶压工艺是圆柱模板生产的关键环节,分以下三种。
热压;热压对芯板含水率要求较高,表层含水率为百分之18有利于圆形工艺的加工,芯板内层含水率低于表层,成型后曲面抗拉强度高。热压过程中温度过高会使酚醛树脂胶分解,同时内部纤维提前固化而被破坏,影响圆柱模板强度。热压过程中的加压时间过短则内部酚醛树脂不能充分固化而造成强度低。圆柱模板经热压工艺后需进行养护处理已达到最理想的效果。
冷压;圆柱模板进行冷压的优点是内应力小,不易变形,芯板在冷压后木质纤维保持完好,缺点是胶合强度不够,同时加工周期较长。同时在冷压过程中木质材料和酚醛树脂的不易完全融合,一般需要加压处理,施胶量较大。
二次热压;为提高生产量和圆柱模板产品质量,最近几年有厂家开始尝试低温低压,二次成型的圆形工艺制作方法,低温环境下木板内应力小,曲面平整度高,成型后的圆柱模板质地优良,同时低压环境压力小只要适当控制施胶量,在保证胶合强度的同时板面的收缩性减小,成型后的圆柱模板不翘曲、不易变形。